La qualité et les performances des produits profilés en PVC et des machines d'extrusion sont étroitement liées à plusieurs facteurs dans le traitement du PVC. Cela comprend la composition du matériau, les conditions de traitement et entretien des équipements.
Matières premières utilisées dans la transformation du PVC
1. Pendant le processus d'extrusion de la résine PVC particules, seule une partie environ de la surface fond. C'est pourquoi même une petite quantité de stabilisateur thermique peut être efficace. En même temps, la plupart des produits profilés n'exploitent pas pleinement les propriétés mécaniques théoriques de la résine. La répartition discontinue de la surface fondue et du noyau non fondu rend les produits profilés très sensibles aux entailles.

Matériaux en PVC
2. Les produits profilés utilisant certains systèmes de stabilisation calcium-zinc peuvent subir une diminution des propriétés mécaniques de soudage au fil du temps. Cela réduit la durée de conservation du profilé. Ce phénomène, connu sous le nom d'atténuation des performances de soudage, peut également se produire dans les stabilisateurs au sel de plomb. Cependant, les propriétés mécaniques des produits soudés restent généralement inchangées. Il est recommandé de ne pas conserver les profilés en stock pendant plus de trois mois.
3. Un composant de cire à bas point de fusion (par exemple, 50 °C) présent dans les lubrifiants peut précipiter à la surface des profilés lorsqu'ils sont exposés au soleil en été. Cela peut provoquer une décoloration des profilés à haute température et conduire à des réactions cycliques sous l'effet des effets photothermiques, comme le montrent les études.
4. Les indicateurs clés pour l'utilisation du dioxyde de titane rutile dans les profilés sont le revêtement et la taille des particules, et non la teneur en dioxyde de titane ou en dioxyde de titane rutile. La composition de la couche de revêtement affecte la dispersion du dioxyde de titane et la fluidité de la poudre sèche. De plus, la taille des particules et leur distribution dans la phase PVC affectent la mécanique du profilé. Ces deux facteurs ont un impact sur les performances de vieillissement du produit.
Machines d'extrusion pour le traitement du PVC

1. Des bandes blanches gonflées apparaissent souvent sur la surface du profilé, en particulier sur la partie inférieure dans le sens de l'extrusion. Après un certain temps, de fines lignes noires peuvent apparaître. Cela indique une « morsure » entre les vis ou le canon. L'espace entre la vis et le canon doit être vérifié.
2. Lorsque l'orifice d'aspiration émet du matériau, l'espace entre la vis et le cylindre de ce côté est généralement plus grand. La raison en est souvent que le palier de butée de la vis de ce côté est fortement usé, ce qui provoque l'extrusion et la rétraction de la vis, ce qui entraîne un frottement de cisaillement insuffisant.
3. Si la température de l'extrudeuse est normale mais que la couleur du profil alterne entre le jaune et le vert, cela est généralement dû à un blocage du système de température de l'huile à l'intérieur de la vis, ce qui entraîne des fluctuations de la température de fusion.
4. Si le extrudeuse la température est normale mais la couleur du profil devient soudainement verte, vérifiez que les autres facteurs sont normaux. Cela peut indiquer que la plaque chauffante, en particulier la plaque chauffante située dans la moitié inférieure de la première zone du canon, a grillé ou ne chauffe pas correctement.
5. Lorsque le profilé extrudé est jaune et mal plastifié, et que les fluctuations des matières premières ont été exclues, il est recommandé de vérifier le système de chauffage des zones 3 et 4 de l'extrudeuse. En règle générale, la température globale du corps de la machine est basse, mais la température réelle d'une seule zone peut être de 30 à 40 °C supérieure à la température affichée, ce qui peut être à l'origine de ce problème. Pour les zones 3 et 4, il est également recommandé de vérifier si le capteur thermique et le compteur (type modèle KJ) ne correspondent pas.
Produits profilés dans la transformation du PVC

Quelques problèmes courants
Lorsque le matériau est mou, cela signifie généralement que la résistance du profil est faible. L'essence de la résistance réside dans la force intermoléculaire de la phase continue. L'interaction faible entre les chaînes moléculaires des matériaux polymères est bien inférieure à l'énergie de liaison, c'est pourquoi la résistance des matériaux polymères est bien inférieure à celle des métaux et est fortement influencée par le traitement.
Lorsque le matériau est cassant, cela signifie généralement qu'il a une faible ténacité. La ténacité fait référence à la quantité d'énergie que le matériau peut absorber lorsqu'il est endommagé par des forces externes. Elle est liée aux défauts internes et à la résistance du matériau. L'amélioration de la résistance, de l'uniformité et de la ténacité du matériau est efficace, et le produit de la résistance à la traction et de l'allongement est associé à la ténacité du matériau.
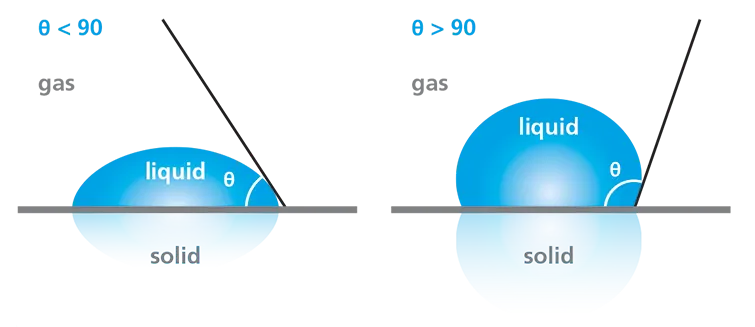
La dureté représente la contrainte qu'un matériau subit sous une contrainte de compression, tandis que la résistance représente la contrainte que le matériau subit sous une contrainte de traction ou de compression.
Lorsque le matériau se déforme à des températures élevées en été, cela signifie généralement que le matériau a une faible résistance au fluage à haute température. Cela ne doit pas être confondu avec la résistance au soudage. Les matériaux à faible dureté ont généralement une faible résistance au fluage à haute température.
Avantages des portes et fenêtres en plastique

Les portes et fenêtres en plastique ont généralement de meilleures propriétés d'étanchéité et d'isolation thermique que les portes et fenêtres en aluminium à isolation thermique. En plus de la faible conductivité thermique du matériau, le plastique est facilement déformable et flexible. Une fois verrouillés, le cadre, le châssis et les bandes en caoutchouc ont un meilleur contact d'étanchéité, ce qui réduit les fuites d'air. La présence de plus de points de verrouillage améliore considérablement l'étanchéité. En revanche, les portes et fenêtres en aluminium à isolation thermique ont une résistance et une rigidité supérieures. Les points de verrouillage ont un effet limité sur l'étanchéité. Lorsque de grands espaces apparaissent en raison d'une installation incorrecte, les performances d'étanchéité des portes et fenêtres sont difficiles à ajuster via les points de verrouillage.

Conclusion
En résumé, en surveillant et en traitant avec soin des problèmes tels que la résistance, la fragilité et la performance à haute température, les fabricants peuvent optimiser la durabilité et la fonctionnalité de leurs produits. De plus, une approche holistique qui prend en compte les matières premières, les paramètres de traitement et l'entretien des machines est essentielle pour garantir des profils de haute qualité qui répondent aux attentes des clients et aux normes de l'industrie.