La calidad y el rendimiento de los productos de perfiles de PVC y la maquinaria de extrusión están estrechamente vinculados a varios factores del procesamiento del PVC, entre ellos la composición del material, las condiciones de procesamiento y mantenimiento de equipos.
Materias primas en el procesamiento del PVC
1. Durante el proceso de extrusión de resina de PVC Partículas, solo se fundirá aproximadamente el 30% de la superficie. Por eso, incluso una pequeña cantidad de estabilizador térmico puede ser eficaz. Al mismo tiempo, la mayoría de los productos de perfil no aprovechan al máximo las propiedades mecánicas teóricas de la resina. La distribución discontinua de la superficie fundida y el núcleo no fundido hace que los productos de perfil sean muy sensibles a las muescas.

Materiales de PVC
2. Los productos de perfil que utilizan ciertos sistemas de estabilización de calcio y zinc pueden experimentar una disminución de las propiedades mecánicas de soldadura con el tiempo. Esto acorta la vida útil del perfil. Este fenómeno, conocido como atenuación del rendimiento de la soldadura, también puede ocurrir en los estabilizadores de sal de plomo. Sin embargo, las propiedades mecánicas de los productos soldados generalmente permanecen inalteradas. Se recomienda que el inventario de perfiles no supere los tres meses.
3. Un componente de cera de bajo punto de fusión (p. ej., 50 °C) presente en los lubricantes puede precipitarse de la superficie de los perfiles cuando se expone a la luz solar en verano. Esto puede provocar una decoloración de los perfiles a alta temperatura y dar lugar a reacciones cíclicas bajo efectos fototérmicos, como demuestran los estudios.
4. Los indicadores clave para el uso de dióxido de titanio rutilo en perfiles son el recubrimiento y el tamaño de las partículas, no el dióxido de titanio o el contenido de dióxido de titanio rutilo. La composición de la capa de recubrimiento afecta la dispersión del dióxido de titanio y la fluidez del polvo seco. Además, el tamaño de las partículas y su distribución en la fase de PVC afectan la mecánica del perfil. Ambos afectan el rendimiento del producto frente al envejecimiento.
Maquinaria de extrusión para el procesamiento de PVC

1. En la superficie del perfil, sobre todo en la parte inferior en la dirección de extrusión, suelen aparecer rayas blancas abultadas. Después de un tiempo, pueden aparecer líneas finas negras. Esto indica que hay una “mordedura” entre los tornillos o el cuerpo. Se debe comprobar el espacio entre el tornillo y el cuerpo.
2. Cuando el puerto de vacío está emitiendo material, el espacio entre el tornillo y el cilindro de este lado suele ser mayor. La razón suele ser que el cojinete de empuje del tornillo de este lado está muy desgastado, lo que hace que el tornillo se extruya y se retraiga, lo que genera una fricción de corte insuficiente.
3. Si la temperatura del extrusor es normal pero el color del perfil alterna entre amarillo y verde, esto suele deberse a un bloqueo en el sistema de temperatura del aceite dentro del tornillo, lo que provoca fluctuaciones en las temperaturas de fusión.
4. Si el extrusor La temperatura es normal, pero el color del perfil se vuelve verde de repente. Compruebe que los demás factores sean normales. Esto puede indicar que la placa calefactora (en particular, la placa calefactora de la mitad inferior de la primera zona del cañón) se ha quemado o no calienta correctamente.
5. Cuando el perfil extruido esté amarillento y poco plastificado, y se hayan descartado fluctuaciones en las materias primas, se recomienda verificar el sistema de calentamiento de las zonas 3 y 4 de la extrusora. Normalmente, la temperatura general del cuerpo de la máquina es baja, pero la temperatura real de una sola zona puede ser 30-40 °C más alta que la temperatura mostrada, lo que puede causar este problema. Para las zonas 3 y 4, también se recomienda verificar si el sensor térmico y el medidor (modelo tipo KJ) no coinciden.
Productos de perfil en el procesamiento de PVC

Algunos problemas comunes
Cuando el material es blando, generalmente significa que la resistencia del perfil es baja. La esencia de la resistencia radica en la fuerza intermolecular de la fase continua. La interacción débil entre las cadenas moleculares de los materiales poliméricos es mucho menor que la energía de enlace, por lo que la resistencia de los materiales poliméricos es mucho menor que la de los metales y se ve muy influenciada por el procesamiento.
Cuando el material es frágil, generalmente significa que tiene poca tenacidad. La tenacidad se refiere a la cantidad de energía que el material puede absorber cuando se daña por fuerzas externas. Está relacionada con los defectos internos y la resistencia del material. Mejorar la resistencia, la uniformidad y la tenacidad del material es eficaz, y el producto de la resistencia a la tracción y el alargamiento está asociado con la tenacidad del material.
La dureza representa la tensión que experimenta un material bajo tensión de compresión, mientras que la resistencia representa la tensión que experimenta el material bajo tensión de tracción o compresión.
Cuando el material se deforma a altas temperaturas en verano, generalmente significa que el material tiene poca resistencia a la fluencia a alta temperatura. Esto no debe confundirse con la resistencia de la soldadura. Los materiales con baja dureza suelen tener un rendimiento deficiente a la fluencia a alta temperatura.
Ventajas de las puertas y ventanas de plástico

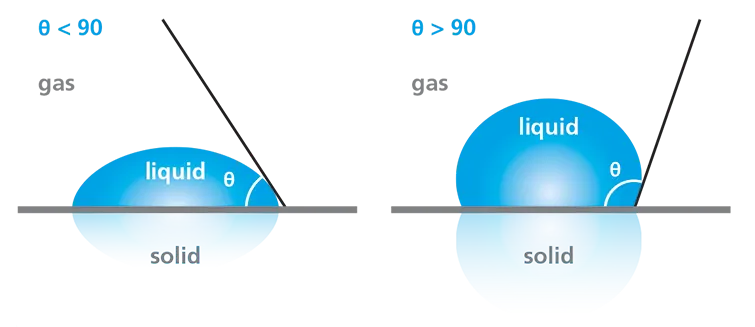
Las puertas y ventanas de plástico generalmente tienen mejores propiedades de sellado y aislamiento térmico que las puertas y ventanas de aluminio con aislamiento térmico. Además de la baja conductividad térmica del material, el plástico se deforma fácilmente y es flexible. Cuando están bloqueadas, el marco, la hoja y las tiras de goma tienen un mayor contacto de sellado, lo que reduce las fugas de aire. La presencia de más puntos de bloqueo mejora significativamente el sellado. Por el contrario, las puertas y ventanas de aluminio con aislamiento térmico tienen mayor resistencia y rigidez. Los puntos de bloqueo tienen un efecto limitado en el sellado. Cuando surgen grandes huecos debido a una instalación incorrecta, el rendimiento de sellado de las puertas y ventanas es difícil de ajustar a través de los puntos de bloqueo.

Conclusión
En resumen, al supervisar y abordar cuidadosamente cuestiones como la resistencia, la fragilidad y el rendimiento a altas temperaturas, los fabricantes pueden optimizar la durabilidad y la funcionalidad de sus productos. Además, un enfoque holístico que tenga en cuenta las materias primas, los parámetros de procesamiento y el mantenimiento de la maquinaria es esencial para garantizar perfiles de alta calidad que cumplan con las expectativas de los clientes y los estándares de la industria.