In the era of environmental protection and the coating industry’s transformation, the development of environmentally friendly coatings has become an inevitable choice for enterprises. However, environmentally friendly coatings are not limited to water-based coatings. If companies rush to develop water-based coatings, product homogeneity will inevitably occur. In addition to water-based coatings, high-solid coatings, solvent-free coatings, and powder coatings are also environmentally friendly options and should become key development directions for the coatings industry. According to a research report, the Asia-Pacific region is expected to experience the highest growth in both value and volume of the powder coatings market from 2017 to 2022. Powder coating technology is rapidly evolving to meet the demand-driven market. Driven by market forces, research on the application of different powder materials in coatings is becoming increasingly important.
I. Overview of Powder Coatings
1. Introduction to Powder Coatings
Powder coatings originated in the 1950s as an environmentally friendly alternative with 100% solid content and no volatile organic compounds (VOCs). Powder coatings offer several advantages: energy savings, reduced pollution, simple processing, ease of industrial automation, and excellent coating performance.
Powder coatings are made from a combination of polymers, pigments, fillers, and additives. Since they do not release volatile solvents, they are eco-friendly and offer superior ecological protection. Powder coatings can form thicker layers in a single application, increasing production efficiency. They also provide excellent mechanical properties, chemical corrosion resistance, and high-quality finishes. Using powder coatings saves both energy and resources, with a utilization rate as high as 99%. These coatings are safe to use and economically efficient. As a solvent-free solution, powder coatings align with the globally popular “four E” principles: economy, environmental protection, efficiency, and excellent performance.
2. Overview of the Powder Coatings Market
As demand grows for electrical appliances and light vehicles, the demand for powder coatings also increases. The rising demand from both developed and emerging countries’ terminal industries has contributed to the growth of the powder coatings market. According to market research firm Markets and Markets, the global powder coatings market is projected to reach $134.9 billion by 2022, with a compound annual growth rate (CAGR) of 6.75% from 2017 to 2022.
Due to several factors, particularly rapid urbanization and growth in housing, construction, and automotive sectors, the demand for powder coatings in China has grown faster than in any other country. In 2016, China’s powder coatings industry output reached 2.07 million tons, making it the largest market for powder coatings globally.
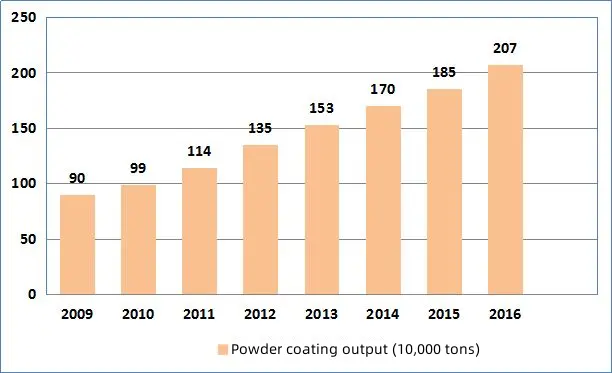
Figure 1: Changes in the output of China’s powder coating industry from 2009 to 2016 (unit: 10,000 tons)
In terms of output, powder coatings currently account for approximately 11% of the total coatings output in China. According to the “13th Five-Year Plan,” the total output of the coatings industry is expected to increase to around 22 million tons by 2020. Of this, cost-effective and environmentally friendly coatings are projected to make up 57% of the total output. By 2020, the share of powder coatings is expected to rise to about 18%, with an output of approximately 4 million tons. The rapid development of powder coatings is bound to drive the growth of demand for powder fillers.
II. Analysis of the Application of Different Powder Materials in Powder Coatings
Fillers in coatings not only help reduce costs but also significantly enhance the performance of the coating products. For instance, fillers can improve the wear resistance, scratch resistance, corrosion resistance, and moisture resistance of the coating. They also help reduce the sagging of the coating during the melt leveling process.
When selecting fillers for powder coatings, factors such as density, dispersion performance, particle size distribution, and purity must be considered. Generally, the higher the density of a filler, the lower the coverage it will provide in the powder coating. Larger particles tend to disperse better than smaller particles. The filler should be chemically inert to avoid reacting with other components of the powder formula, such as pigments, and its color should be as white as possible. Common powder materials used in powder coatings include calcium carbonate, barium sulfate, talc, mica powder, kaolin, silica, and wollastonite.
1. Application of Calcium Carbonate in Powder Coatings
Calcium carbonate is available in two forms: light calcium carbonate (precipitated calcium carbonate) and heavy calcium carbonate. Regardless of the type, the particle size of calcium carbonate significantly impacts the gloss of the coating. However, calcium carbonate is generally not recommended for outdoor use due to its lower weather resistance.
In powder coatings, heavy calcium carbonate serves several purposes. It can partially replace titanium dioxide and color pigments, replace light calcium carbonate and precipitated barium sulfate, prevent corrosion, and act as a partial substitute for anti-rust pigments.
When used in indoor architectural paints, heavy calcium carbonate can be applied alone or combined with talc powder. Compared to talc, calcium carbonate helps reduce the powdering rate, improves color retention in light-colored paints, and increases mildew resistance. However, its poor acid resistance limits its use in exterior coatings.
On the other hand, light calcium carbonate has a smaller particle size, narrower particle size distribution, and higher oil absorption and brightness. It is particularly useful in applications where maximum matting effect is required.
2. Application of Barium Sulfate in Powder Coatings

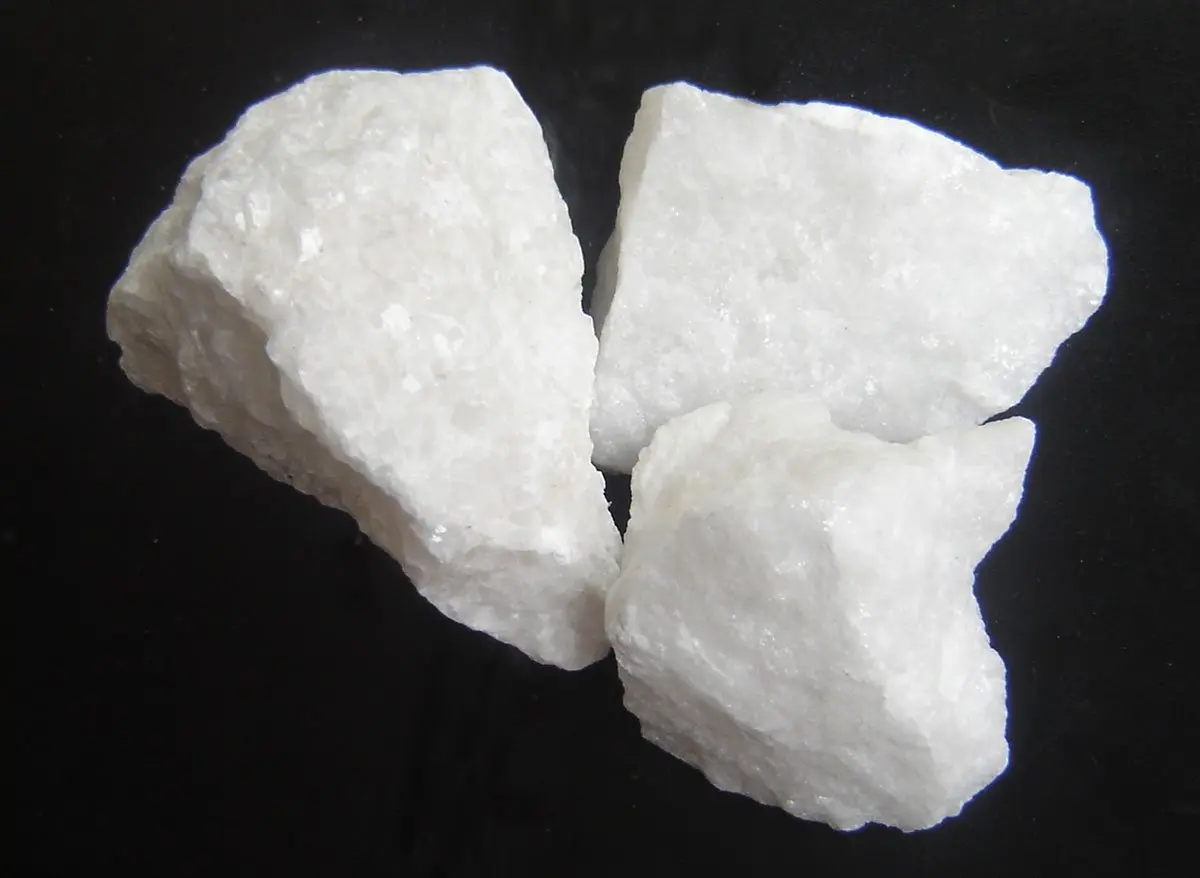
Barium sulfate used in coatings can be classified into two types: natural and synthetic. The natural form is known as barite powder, and the synthetic form is called precipitated barium sulfate.
In powder coatings, precipitated barium sulfate enhances the leveling and gloss retention of the coating and has good compatibility with colorants. It helps achieve an ideal coating thickness during the spraying process, ensuring a high powder coating rate.
Barite powder is primarily used in industrial primers and automotive intermediate coatings that require high coating strength, filling power, and chemical inertness. It is also used in topcoats where higher gloss is needed. Due to its high refractive index (1.637), fine barite powder can function as a translucent white pigment, making it an excellent substitute for part of the titanium dioxide in coatings.
3. Application of Mica Powder in Powder Coatings

Mica powder is composed of complex silicates and has flaky particles. It is highly valued for its excellent heat resistance, acid and alkali resistance, and its impact on the melt fluidity of powder coatings. Mica powder is commonly used in heat-resistant and insulating powder coatings and can also serve as a filler in texture powder coatings.
Among the different types of mica, sericite has a chemical structure similar to that of kaolin, and it combines the characteristics of both mica minerals and clay minerals. Its application in coatings can significantly improve weather resistance and water permeability, enhance adhesion and strength, and improve the overall appearance of the coating. Additionally, dye particles can easily enter the lattice interlayer of sericite powder, helping the color remain vibrant over time. Sericite powder also exhibits anti-algae and anti-mildew properties, making it a multifunctional filler with an excellent cost-performance ratio for coatings.
4. Application of Talcum Powder in Powder Coatings

Talc powder, also known as hydrous magnesium silicate, is directly crushed from talc ore. Its particles are needle-shaped crystals with a greasy feel, soft texture, and low abrasiveness. Talc has good suspension and dispersibility, as well as some thixotropy, which significantly influences the melt fluidity of powder coatings. It is often used in texture powders.
Talc is a cost-effective material; however, it has several drawbacks that limit its use. For example, it has a high oil absorption rate, and in applications requiring low oil absorption, it must be combined with fillers like barite powder, which have low oil absorption. Additionally, its wear resistance is relatively low, so other fillers must be added when high wear resistance is required. Talc containing other non-metallic minerals is not suitable for exterior coatings that require high weather resistance, as the impurity minerals are prone to reacting with acids (such as acid rain). Talc also has matting properties, which means it is generally avoided in high-gloss coatings.
5. Application of Silica in Powder Coatings

Porous powdered quartz, a type of silica, is recognized for its safety and is widely used in powder coatings, including fire retardant coatings, waterproof coatings, and anti-corrosion coatings. The low cost of porous powdered quartz allows it to reduce the overall cost of powder coatings. It also replaces barium sulfate, reducing soluble barium content and helping to meet environmental protection standards.
In addition, fumed silica is commonly used in powder coatings as a loosening and anti-caking agent. Fumed silica is a multifunctional body pigment and an effective rheology control agent in coatings. In liquid coatings, it performs functions such as thickening, thixotropy, anti-sagging, and edge coverage. In powder coatings, it enhances the flowability of powders, preventing agglomeration and aiding in fluidization.
6. Application of Kaolin in Powder Coatings

Kaolin is used in powder coatings to improve thixotropy and anti-precipitation. Calcined kaolin, which has no effect on rheological properties, can also impart a matting effect, increase hiding power, and improve whiteness, similar to talcum powder.
Kaolin typically has high water absorption, which makes it unsuitable for improving the thixotropy of coatings or for preparing hydrophobic coatings. The particle size of kaolin ranges from 0.2 to 1 μm. Kaolin with larger particles has lower water absorption and provides a better matting effect, while kaolin with smaller particles (below 1 μm) is suitable for semi-gloss coatings and interior coatings.
Kaolin can be divided into calcined kaolin and washed kaolin. Generally, calcined kaolin has higher oil absorption, opacity, porosity, hardness, and brightness compared to washed kaolin.
7. Application of Hollow Glass Microspheres in Powder Coatings
Hollow glass microspheres are tiny, hollow spherical powders that offer several advantages, including light weight, large volume, low thermal conductivity, high compressive strength, insulation, corrosion resistance, non-toxicity, good dispersibility, fluidity, and stability.
In powder coatings, hollow glass microspheres serve the following roles:
1) Heat Insulation: The interior of hollow glass microspheres is filled with a vacuum or a rarefied gas, which creates a density and thermal conductivity difference with epoxy resin. This property gives them excellent heat insulation and makes them ideal for high-temperature resistant powder coatings.
2) Improved Physical and Mechanical Properties: These microspheres can increase the hardness and stiffness of powder coatings. However, the impact resistance may decrease, depending on the surface treatment of the microspheres. Proper coupling agents can mitigate this reduction in impact resistance.
3) Low Oil Absorption: The oil absorption rate of hollow glass microspheres ranges between 7 mg and 50 mg per 100g, depending on the model. This low oil absorption increases the amount of filler in the product, effectively lowering the overall cost.
8. Application of Wollastonite in Powder Coatings
The main component of wollastonite is calcium silicate, with a density of 2.9 g/cm³, a refractive index of 1.63, and an oil absorption rate of 30-50%. It has a needle-like structure and excellent brightness.
In powder coatings, natural wollastonite powder is commonly used. It is processed from natural wollastonite and serves as a body pigment that can replace part of the white pigment, enhancing coverage and reducing the cost of the coating. Due to its good conductivity, wollastonite is often used in epoxy insulating powder coatings. Additionally, the white, needle-like structure of wollastonite improves the bending and tensile properties of powder coatings.
III. Development Trend of Powder Fillers for Powder Coatings
1. Surface Treatment of Powder Fillers
All powder coating fillers are polar, while powder coating resins are highly polar as well. This can lead to poor compatibility between the two, adversely affecting the processing and performance of the coating. To address this, it is often necessary to treat the powder fillers through either physical methods (such as surface coating and adsorption) or chemical methods (such as surface substitution, hydrolysis, polymerization, and grafting). These treatments help to significantly reduce the particle size of aggregates or improve the system’s fluidity, enhancing the processing performance, surface quality (such as gloss and color brightness), and mechanical strength of the coating.
2. Micronization of Powder Fillers
When the ratio of powder coating resin to filler remains constant, the smaller the particle size of the filler, the better the surface performance and mechanical properties of the coating. If the filler particle size is reduced to a range similar to that of titanium dioxide (0.2-0.5 μm), the agglomerates in the formula can be isolated, creating more effective dispersion centers and improving the hiding power of titanium dioxide. This is the spatial separation principle of micronized fillers. Similarly, micronized fillers can reduce the amount of pigment needed, thus improving efficiency.
3. Powder Filler Nanotechnology
Commonly used nanomaterials include nano-silicon dioxide, nano-titanium dioxide, and nano-calcium carbonate. Reports indicate that nano-titanium dioxide enhances transparency, mechanical properties, and ultraviolet absorption of coatings. It is particularly useful in automotive varnishes, where it significantly improves the weather resistance of powder coatings. However, since nanomaterials are extremely fine particles with high surface activity, they are prone to agglomeration and flocculation. Therefore, the surface treatment of nanofillers, along with proper addition methods, dispersing equipment, and optimal quantities, is critical to their successful application in powder coatings. When designing powder coating formulas, different fillers should be selected based on product performance requirements to achieve the best results.
4. Functionalization of Powder Coating Fillers
The development trend for functionalized powder coatings is focused on improving the physical, chemical, and mechanical properties of coatings in specific areas, or introducing new functions. For example, kaolin and wollastonite powders are used to create electrical insulating powder coatings, which reduce costs while improving electrical insulation. Aluminum hydroxide and magnesium hydroxide have flame-retardant properties and can be used to produce flame-retardant powder coatings. These fillers can also control rheology, improve adhesion, regulate gloss, and enhance hiding power. Therefore, the focus for fillers in powder coatings is shifting from simply reducing costs to incorporating more functional research, developing new fillers with excellent performance at low costs to meet the evolving demands of the powder coating industry.
Conclusion
The growth of the powder coatings market reflects a broader shift towards environmentally friendly and high-performance coating solutions. As industries strive for sustainability, powder coatings offer a compelling alternative with significant advantages in terms of energy efficiency, cost-effectiveness, and ecological impact. With the continued development of innovative powder fillers and coating technologies, the future of this industry looks promising.